印后切紙機的蝸輪箱部件常見故障分析
1.蝸輪箱頂部的加油孔中會有壓力油冒出或蝸輪箱油標顯示的潤滑油高度有明顯升高:這主要是由于小油缸內的聚胺脂密封圈損壞,壓力油進入了蝸輪箱體所致,必須更換該密封圈。具體方法是卸下蝸輪箱小油缸側面的進油管接頭螺絲和兩個銅墊,拆去小油缸與蝸輪箱的緊固螺絲,將整套小油缸取下,然后卸下小油缸的后蓋和彈簧,取出活塞即可看到該密封圈。我司生產的系列切紙機所用的小油缸聚胺脂密封圈分軸用(裝在小油缸體的內壁)和孔用(裝在活塞的外徑上)兩種,在選購時必須注意分清。在安裝時要使該密封圈的y形開口朝向壓力油的進油方向,否則將不起作用。另外在裝上小油缸體時要小心推桿上的平面軸承不能掉下來。
更換聚胺脂密封圈,必須注意該機的型號、規格、出廠日期等等,特別是近年來出廠的機器,聚胺脂密封圈都選用了進口件,如1150、1370規格的機器,進口的聚胺脂密封圈顏色為蘭色,尺寸是72×60×10mm,所以請大家在更換時一定要先看清原有密封圈的規格和顏色。
小油缸聚胺脂密封圈的損壞也會使刀的裁切力變小,會出現雖然副泵壓力顯示正常,但卻切不動紙的現象。這是因為壓力油沒能全部作用在小油缸的活塞上,一部分泄漏進入了蝸輪箱內而造成了壓力的損失。
2.如果副泵輸出的壓力油經測量能達到要求,但卻無法下刀或切不動紙,很可能是由于推桿上的橫肖已斷裂而無法帶動離合盤所致。
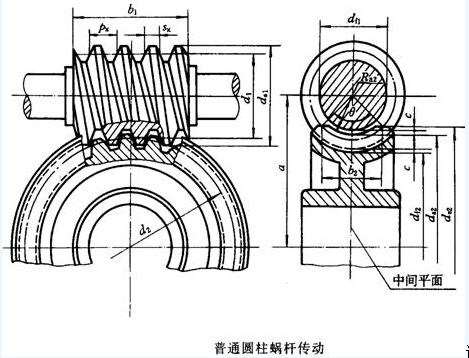
拆卸步驟如下:將刀座置于最低點,卸下皮帶輪(件9)的端蓋,松去蝸桿上的圓螺母和止退墊圈,往外用力拉出整個皮帶輪及軸承組件。然后利用離合盤上的兩顆螺釘,用兩塊小壓板分別壓住蝸桿中間的彈簧壓蓋和離合盤邊緣,擰緊兩顆螺釘使彈簧壓蓋和軸用擋圈脫離開后即可取下該擋圈,再松去兩塊壓板,取下彈簧壓蓋和彈簧,并往外拉出離合盤即可看見橫肖。(在安裝時必須注意要使橫肖的圓弧形缺口插入蝸桿內部的推桿的開槽缺口中)。
其實要判別刀下來后切不動紙的原因,只要按下列方法簡單地試一下即可:
當刀裁切到紙堆停下來后,如果再次按動雙手按鈕,裁刀能繼續運動直至一個循環結束,那么基本可以肯定液壓和機械部分都是正常的,一般不會有大的問題,刀停下來的原因多半是由于光電保護的對準正處在臨界狀態,所以下刀時的振動即引起紅外發射和接收信號的偏差(類似在下刀時用手遮擋了光電保護所致);如果再次按動雙手按鈕也無法繼續裁切,那么一般是與電路無關的,需檢查測量副泵的裁切壓力或其他機械原因。[next]
3.如果機器在空運轉時出現異聲,除了雙連葉片泵本身質量原因引起的噪音外,很可能是皮帶輪中間的軸承缺油或損壞所致。該處的軸承早期使用的是配對軸承,若加油必須兼顧到內外兩個軸承。另外在更換軸承時如無法選購到配對軸承,則必須根據兩個軸承內外圈平面之間的間隙加放適當的調整墊片(安裝時兩軸承外圈的寬面相對),既不能使軸承壓死發燙也不能因間隙太大而導致皮帶輪晃動。
考慮到這個問題,我司現在出廠的機器皮帶輪內已全部采用單個的軸承(用戶在更換和購買時請注意)。
如果在下刀時有異聲:機械方面的原因很可能是蝸桿兩端的軸承(特別是靠近小油缸處的軸承)損壞,可按以上(2)順序逐步拆卸,直至取下蝸桿并更換相應的軸承(再次提請注意:為了安全起見,如果要拆卸蝸桿,事先必須將刀放至最底下)。
在更換蝸桿靠小油缸處的平面軸承時,必須注意平面軸承的上下兩片其內孔是大小不同的,其中內孔小的裝在推桿上,內孔大的裝在小活塞上,千萬不能搞錯。
而液壓方面引起的原因則可能是由于液壓箱里常開電磁閥下面的卸油管已脫落,卸荷的壓力油直接噴在了油面上所濺起的空氣泡沫被吸入液壓管路所致。在開機情況下打開液壓箱正面的蓋板后即可明顯看到閥板的中間底部有油往下噴出,可在油箱里摸出油管并擰上,再排盡管路里的空氣即可。
管路里如果有空氣,當壓紙器壓到工作臺面時會出現振動的現象(壓力大時更明顯),早期機型的壓力繼電器壓板會不停地抖動而且不能下刀(注意,現在s系列的機型已取消了壓力繼電器這一部件而用時間繼電器代替控制紙張壓緊后下刀時間的快慢)。欲排除空氣可在壓紙器和工作臺之間放置一塊高約6 -- 7公分,長約50公分左右的木塊,左手按住油箱左面的s12行程開關,右手用螺絲刀輕按常開電磁閥的閥芯,使壓紙器慢慢下降至木塊時稍稍加力,這樣反復地來回多次,直至噪音越來越小,即可將空氣排除(也可同時旋松壓紙油缸頂部側面的六角頭螺堵,使油和空氣在壓紙器下壓的過程中一起排出后再緊固住)。
4.如果管路的空氣經常會出現,那就要考慮是否是雙聯葉片泵軸頭處的骨架油封損壞,這個密封圈較難更換,一旦安裝不好就會漏氣,實在沒辦法就只能更換新的油泵。檢查中大家要了解的是液壓系統進空氣必定是液壓油輸入部分的原因。[next]
5. 蝸輪箱后面的凸輪下刀時作順時針運動(從背面看),三個行程開關在停車時與凸輪的正確位置應按說明書內的元件位置圖所示。即將離開凸輪;s5的滾輪停在小凸輪的左側且不能被頂住(注意:在s系列機型的機器上s5行程開關已取消);s6則剛被凸輪壓住)。其作用分別為:左邊的一個控制液壓箱內的常閉電磁閥。當壓紙器下壓,刀往下運動時該開關即斷開,使常閉電磁閥失電,此時即使放開雙手,刀座停止運動,由于常閉電磁閥已關閉,油缸內的壓力油無法回流,壓紙器將繼續壓緊于紙面而不致回升。中間的開關通過裝在大凸輪上面的小凸輪起單次作用,也就是說每一刀裁切完畢不管你是否松開雙手,裁刀也只能停在最高點而無法連續工作。右邊的開關作用于上下半周,即在下刀的過程中,由于該開關處于斷開狀態,所以雙手必須按住雙手按鈕不放才能保持連續下刀。刀座回升過程中,開關與凸輪脫離而閉合,通過電路的控制,此時松開雙手刀也能自動回到最高點。有時在一次裁切循環結束后會出現死點現象,也就是中間的小凸輪未能走到s5單次開關滾輪的右側而是正好頂住在單次開關的滾輪上,以致無法再進行下一刀的裁切。這就必須通過調整單次開關和上下半周兩個開關之間的距離,使每切完一刀后凸輪就能回復到正確的狀態。
在sqzk系列的機型中,我們已經取消了s5這個單次開關,而通過s6與s13的組合取代了單次下刀這個功能,這樣就不會再出現因為刀座處于上死點而無法繼續工作這個難題了。
6. 在裁切過程中如發現有少量滑刀現象的話,可松去凸輪中間的六角螺絲,將凸輪適當地順時針轉動一點角度即可(轉動角度的大小可根據實際情況逐步調整,電腦機調整時還要注意兩片凸輪必須同時轉動)。如果還不能解決問題,那么就需要在裁切力測量點裝上壓力表,仔細觀察刀回到最高點時副泵壓力是否能立刻回到零。如不能及時回零,則可能是卸荷不暢通,需檢查裁切電磁閥復位是否正常、油路有無堵塞等現象;如果壓力能迅速回零,那就很可能是小油缸的活塞運動不靈活、離合器復位彈簧強度不夠、摩擦片上有油打滑等機械部分的原因所致,另外也可以拆下小油缸檢查蝸桿尾部的幾個軸承,他們如果損壞也會引起滑刀現象,請分別拆下以上幾個部件進行檢查。
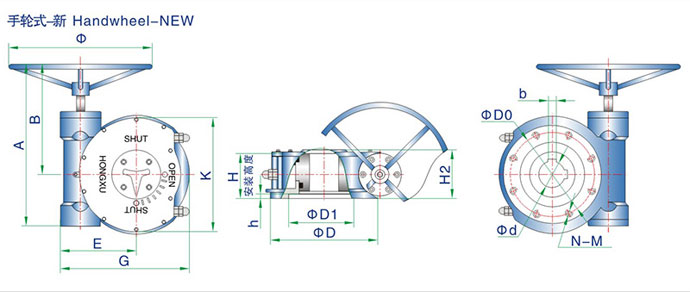
7. 經常注意并調整皮帶輪與摩擦離合器之間的間隙。具體方法如圖五所示,旋松四只圓柱頭螺釘,擰緊另四只內六角螺釘,使間隙增大,反之則間隙縮小,調整完畢必須將螺釘全部擰緊。該間隙宜保持在0.5--1mm之間,并要求在整個圓周內間隙基本一致。
關鍵詞:蝸輪 蝸輪箱
注:以上資訊由永嘉縣東甌廣豐蝸輪廠整理發布,轉載請標明版權:http://www.animesoup.net/






 浙公網安備33032402002401號
浙公網安備33032402002401號